Guangdong Zhaogong Technology Co., Ltd
Contact person: Mr. Deng, Miss Que
Tel: 0750-8868298
Mobile: 13676187550, 18022938699
Email: 1679185299@qq.com
Fax: 0750-8868598
Website: www.gdzhaogong.com
Address: No.1 Yadong Road, Chaoyang Industrial Park, Yayao Town, Heshan City, Guangdong Province
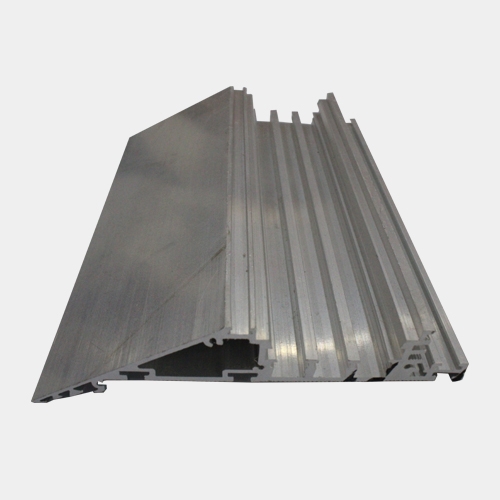
Reduce squeezing force
To prevent mold tooth breakage, the extrusion force should be minimized as much as possible, which is related to factors such as the length of the ingot, the resistance to alloy deformation, the state of the ingot, and the degree of deformation. Therefore, the casting rod for extruded heat dissipation aluminum profiles should not be too long, approximately 0.6-0.85 times the normal casting rod length. Especially when testing and squeezing a casting rod, in order to ensure the smooth production of qualified products, shorter casting rods, i.e. casting rods with a normal length (0.4-0.6) times, are used for mold testing.
Aluminum profile extrusion process
The key to producing radiator profiles is a trial run of the extrusion mold. If conditions permit, simulation tests can be conducted on a computer first. The aluminum profile manufacturer checks whether the working strip of the mold aluminum profile design is reasonable, and then tests the mold on the extrusion machine. A mold trial is very important, and the operator should make the main plunger move forward slowly under a low pressure of less than 8MPa when pressing. Someone should use flashlight light to look at the mold outlet, and wait for each heat sink of the extrusion mold to evenly squeeze the mold hole before gradually pressurizing and accelerating the extrusion. When continuing to extrude aluminum profiles after successful mold testing, attention should be paid to controlling the extrusion speed and achieving smooth operation. When producing radiator profiles, attention should be paid to the heating temperature of the mold, so that the mold temperature is similar to the ingot temperature. If the temperature difference is too large, due to the slow extrusion speed during pressing, the metal temperature will decrease, leading to mold blockage or uneven flow rate.

Phone:136-7618-7550 Contact person: Mr. Deng
Mailbox:1679185299@qq.com Fax:0750-8868598
Web:www.gdzhaogong.com
Address: No.1 Yadong Road, Chaoyang Industrial Park, Yayao Town, Heshan City, Guangdong Province


Phone Network WeChat