Guangdong Zhaogong Technology Co., Ltd
Contact person: Mr. Deng, Miss Que
Tel: 0750-8868298
Mobile: 13676187550, 18022938699
Email: 1679185299@qq.com
Fax: 0750-8868598
Website: www.gdzhaogong.com
Address: No.1 Yadong Road, Chaoyang Industrial Park, Yayao Town, Heshan City, Guangdong Province
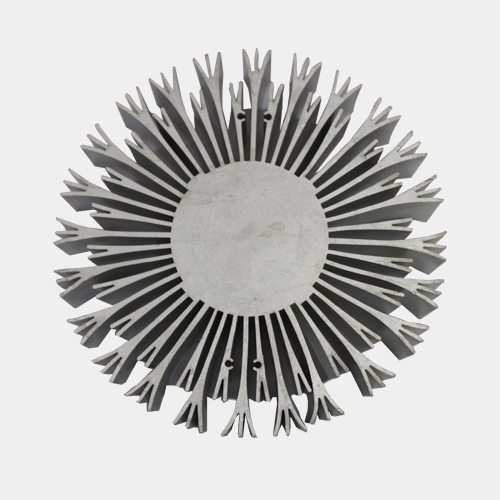
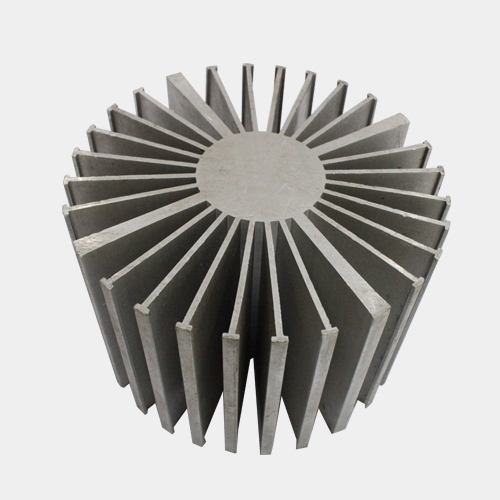
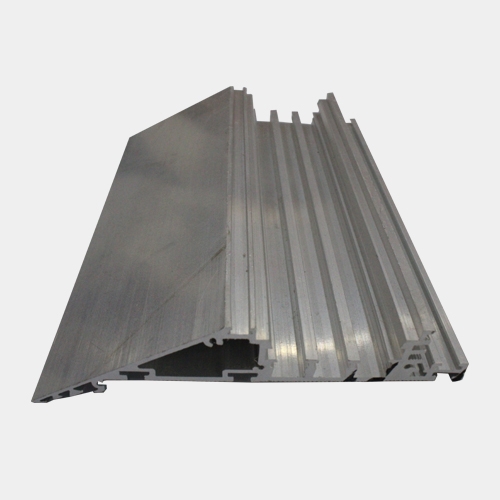
Aluminum radiator manufacturer usually go through an important process of surface treatment for aluminum profiles used in the production of aluminum radiators. Recently, a newcomer to our aluminum radiator workshop looked at a large amount of raw materials and asked us what the surface treatment process for these aluminum radiators is. Today, we will introduce relevant knowledge in this area.
The anodic oxide film of industrial aluminum profiles has a large number of pores, and its surface has strong adsorption, making it feel sticky when touched by hand. Sealing is an essential step to improve the anti pollution and corrosion performance of the oxide film. There are two main types of sealing for industrial aluminum anodizing films: hot sealing and cold sealing. Currently, cold sealing is mainly used in China.
The pH value of cold sealing pores was previously thought to be between 5.5 and 6.5, but in fact, it should be determined based on the formula characteristics of the cold sealing agent. The pH value of the newly prepared tank solution can generally be successful between 5.3 and 7.0, but for old tanks that use ammonium fluoride or ammonium bifluoride to regulate fluoride ions, due to the influence of ammonium ions, the pH value should be controlled between 6.5 and 7.1. At this time, the sealing speed is fast, fluorine consumption is low, and there is no "white head" phenomenon. Ammonium ions in the sealing groove are less prone to powdering than sodium ions, but the sealing speed is slower. To ensure the quality of sealing holes, the key points of aluminum radiator process operation are as follows:
(1) The anodizing temperature is generally less than 23 ℃, and if the temperature is too high, the consumption of cold sealing agent is large, and the surface is "green".
(2) After anodizing, it should be washed with water in a timely manner. Staying in the oxidation tank will affect future sealing. Poor cleaning can easily cause liquid contamination and increase fluoride consumption in the sealing groove.
(3) Aluminum radiator manufacturers should remove industrial aluminum materials and wires from the sealing groove in a timely manner, otherwise it will accelerate pH rise and fluorine consumption.
(4) After passing through 20t industrial aluminum material per cubic meter, the sealing groove for adjusting fluorine with ammonium fluoride should be inverted and cleaned once.
(5) The sealing tank for adjusting fluorine with hydrofluoric acid should take 5-10 minutes to produce after addition, and be added in the form of a 10% dilute solution.
(6) To improve the quality of sealing and accelerate the drying speed, it is recommended to wash the hole with hot water at 55 ± 5 ℃ for 10-15 minutes after cold sealing, also known as post cold sealing treatment.

Phone:136-7618-7550 Contact person: Mr. Deng
Mailbox:1679185299@qq.com Fax:0750-8868598
Web:www.gdzhaogong.com
Address: No.1 Yadong Road, Chaoyang Industrial Park, Yayao Town, Heshan City, Guangdong Province


Phone Network WeChat