Guangdong Zhaogong Technology Co., Ltd
Contact person: Mr. Deng, Miss Que
Tel: 0750-8868298
Mobile: 13676187550, 18022938699
Email: 1679185299@qq.com
Fax: 0750-8868598
Website: www.gdzhaogong.com
Address: No.1 Yadong Road, Chaoyang Industrial Park, Yayao Town, Heshan City, Guangdong Province
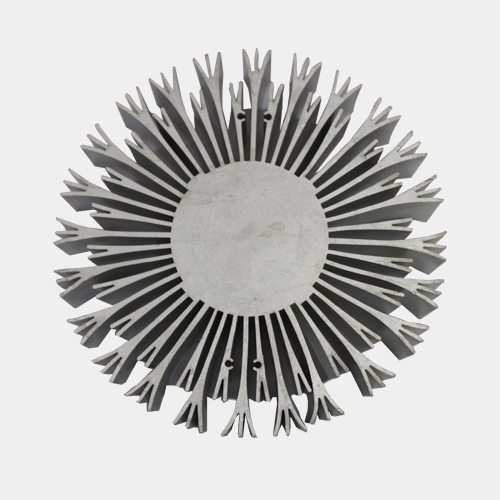
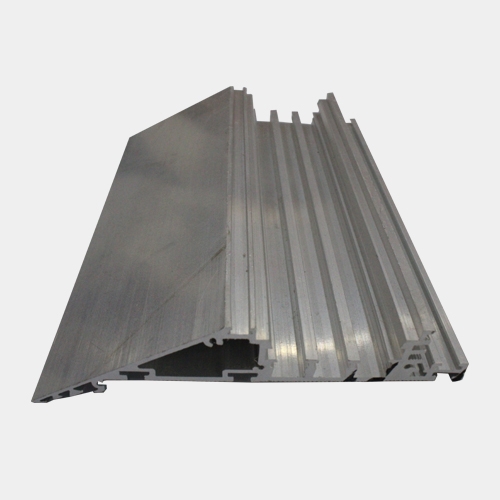
At present, aluminum profile heat sinks are frequently used in the heat dissipation modules of electronic devices, mainly due to their good heat dissipation and high cost-effectiveness. Below, we will focus on introducing the important working principles of aluminum profile heat sinks in terms of heat dissipation.
1. Thermal conductivity: Thermal conductivity refers to the amount of heat transferred through a 1 square meter area within 1 hour, in watts per meter Celsius, through a material with a thickness of 1 meter and a temperature difference of 1 degree (K, ℃) on both sides of the surface under stable heat transfer conditions.
2. Specific heat capacity: The heat absorbed (or released) by a unit mass of a substance when its temperature rises by 1 ℃ is called the specific heat capacity of this substance, abbreviated as specific heat, represented by the letter "c".
Due to the excellent thermal conductivity and specific heat capacity of aluminum shaped radiators, they are widely used in various electronic equipment heat dissipation modules. Next, our editor from the aluminum radiator manufacturer will take you through the production process and process of aluminum radiators, so that you can have a deeper understanding of this. During the manufacturing and production process of aluminum radiators, the following precautions must be taken:
1、 When testing the extrusion mold with high density teeth and large tongue ratio for aluminum alloy radiators, the first aluminum rod must be a short aluminum rod or a pure aluminum rod of 150-200mm.
2、 Before the trial production of aluminum profile radiators, the extrusion center must be adjusted, and the extrusion shaft, ingot cylinder, and mold seat discharge port must be on the same centerline.
3、 During the trial mold and normal production process, the heating temperature of the aluminum rod should be ensured between 480-520 ℃.
4、 The heating temperature of the extrusion mold should be controlled around 480 ℃ according to the conventional mold temperature, and the insulation time for flat molds with a diameter of less than 200mm should not be less than 2 hours. If it is a split mold, the insulation time should be more than 3 hours; Mold with a diameter greater than 200mm should be insulated for 4-6 hours to ensure uniformity between the core temperature of the mold and the external temperature.
5、 Before the trial or production of the extrusion mold, the inner liner of the ingot container must be cleaned with a cylinder cleaning pad and the empty operation of the extrusion machine must be checked for normal operation.
6、 The characteristics of aluminum radiators are that during mold testing or initial production, the automatic gear of the extruder is turned off, and the switches of each section are reset to zero. Starting from the minimum pressure, slowly start pressing and discharge for approximately 3-5 minutes. During the aluminum filling process, the main control is to control the pressure. The pressure should be controlled within 100Kg/cm2, and the ammeter data should be within 2-3A. Generally, 80-120Kg/cm2 can be discharged before slowly accelerating. During normal production, the extrusion speed should be based on a pressure less than 120Kg/cm2.
7、 During the process of trial molding or production of aluminum profile radiators, if any phenomena such as mold blockage, tooth deviation, or large deviation between speed and speed are found, the extrusion mold should be immediately stopped and the mold should be unloaded in a point backward manner to avoid scrapping the mold.
8、 During the process of mold testing or production of aluminum profile radiators, the discharge port must be unobstructed, and the looseness of the support or fixture should be reasonably controlled based on the discharge situation. Observe and detect any abnormal situations at any time, promptly handle them, and immediately shut down the machine when it is necessary.

Phone:136-7618-7550 Contact person: Mr. Deng
Mailbox:1679185299@qq.com Fax:0750-8868598
Web:www.gdzhaogong.com
Address: No.1 Yadong Road, Chaoyang Industrial Park, Yayao Town, Heshan City, Guangdong Province


Phone Network WeChat